
Bạn đã bao giờ tự hỏi tại sao thép đôi khi bị nứt trong quá trình uốn không? Trong bài viết này, chúng ta sẽ khám phá thế giới hấp dẫn của công nghệ uốn thép, khám phá lý do đằng sau các khuyết tật phổ biến như nứt góc và nứt trung tâm. Khám phá cách các kỹ thuật phù hợp và chất lượng vật liệu có thể tạo nên sự khác biệt trong việc ngăn ngừa các vấn đề này. Hãy sẵn sàng tìm hiểu những hiểu biết thực tế có thể nâng cao hiểu biết và ứng dụng của bạn về quá trình gia công thép!
Công nghệ gia công uốn là một loại công nghệ gia công thép được sử dụng rộng rãi trong nhiều lĩnh vực như sản xuất ô tô, máy móc kỹ thuật, cầu, tàu thủy và xây dựng.
Dưới áp lực của khuôn trên hoặc dưới trên máy uốn, tấm kim loại trước tiên bị biến dạng đàn hồi rồi đến biến dạng dẻo.
Ở giai đoạn đầu của quá trình uốn dẻo, khi khuôn trên hoặc khuôn dưới uốn cong tấm kim loại, tấm kim loại sẽ dần dần khít với bề mặt bên trong của rãnh chữ V của khuôn trên hoặc khuôn dưới, trong khi bán kính cong cũng giảm dần.
Khi áp suất tiếp tục cho đến khi kết thúc hành trình, khuôn trên và dưới tiếp xúc hoàn toàn với tấm kim loại , tạo thành phần uốn cong hình chữ V, thường được xử lý bằng máy uốn và thiết bị cán.
Nứt uốn là một khuyết tật lớn trong quá trình sử dụng thép gia công. Theo vị trí nứt, có thể chia thành nứt góc và nứt trung tâm.
Các yếu tố gây nứt bao gồm công nghệ gia công không đúng cách và lỗi chất lượng vật liệu, ảnh hưởng tiêu cực đến doanh nghiệp sản xuất thép.
Các nhà nghiên cứu đã phân tích, tóm tắt và nghiên cứu các trường hợp chất lượng điển hình và tham khảo các tài liệu có liên quan để phân tích các yếu tố khác nhau gây ra nứt uốn và đề xuất các biện pháp cải thiện.
Các mẫu điển hình về uốn, nứt và thử nghiệm lý hóa
1.1 Mẫu nứt góc
1.1.1 Hình thái vĩ mô
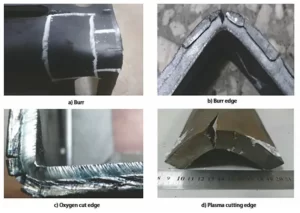
Nứt góc là loại khuyết tật phổ biến nhất trong nứt uốn, và thường có gờ, cạnh thô, cạnh cắt oxy hoặc cạnh cắt plasma ở vị trí nứt góc. Nếu cạnh của phôi không được phun cát hoặc xử lý không đầy đủ trong quá trình uốn, sẽ xảy ra nứt góc và các vết nứt ở nứt góc thường ngắn và nằm ở vùng góc được tôi cứng.
Các khuyết tật điển hình của thép Q235B và thép Q355B đã được chọn để phân tích và hình thái vĩ mô của vết nứt góc được thể hiện trong Hình 1.
1.1.2 Phân tích thành phần hóa học
Bốn mẫu vết nứt góc điển hình của thép Q235B và thép Q355B đã được chọn để phân tích thành phần hóa học và kết quả đáp ứng các yêu cầu.
1.1.3 Kiểm tra tính chất cơ học
Đã tiến hành thử nghiệm tính chất cơ học của bốn mẫu nứt góc điển hình trên của thép Q235B và thép Q355B, kết quả thể hiện ở Bảng 1 (D là đường kính uốn, a là độ dày mẫu) và kết quả đều đạt yêu cầu.
Bảng 1: Kết quả thử nghiệm hiệu suất cơ học của mẫu thép Q235B và Q355B có nứt góc
| ấp thép | Giới hạn chảy /MPa |
Độ bền kéo /MPa |
Độ giãn dài sau khi gãy % |
Kết quả thử uốn |
| Câu hỏi 235B | 310 | 450 | 32 | D=1.5a, 180 ° nguyên vẹn |
| Câu hỏi 235B | 315 | 466 | 30,5 | D=1.5a, 180 ° nguyên vẹn |
| Câu hỏi 235B | 304 | 436 | 33 | D=1.5a, 180 ° nguyên vẹn |
| Q355B | 431 | 557 | 21,5 | D=1.5a, 180 ° nguyên vẹn |
1.1.4 Kiểm tra kim loại học
Tiến hành kiểm tra kim loại học trên các vị trí nứt của bốn mẫu nứt góc điển hình trên của thép Q235B và thép Q355B, kết quả được thể hiện ở Hình 2. Như có thể thấy ở Hình 2, có biến dạng nguội hạt trong mô tại vị trí nứt, và có cấu trúc ảnh hưởng nhiệt tại vị trí nứt cắt oxy và cắt plasma.

1.2 Mẫu vết nứt uốn
1.2.1 Hình thái vĩ mô
Nứt trung tâm thường biểu hiện dưới dạng nứt không liên tục ở giữa phôi và các vết nứt thường dài, với một số trường hợp nứt ngắn. Hình thái vĩ mô của nứt trung tâm được thể hiện trong Hình 3.

1.2.2 Phân tích thành phần hóa học
Sáu mẫu vết nứt trung tâm điển hình của thép Q235B, thép Q355B và thép 610L đã được chọn để phân tích thành phần hóa học và kết quả đáp ứng các yêu cầu.
1.2.3 Kiểm tra tính chất cơ học
Đã tiến hành thử nghiệm tính chất cơ học của sáu mẫu vết nứt trung tâm điển hình nêu trên của thép Q235B, thép Q355B và thép 610L, kết quả thể hiện ở Bảng 2 và đều đạt yêu cầu.
1.2.4 Kiểm tra kim loại học
Kiểm tra kim loại học đã được thực hiện trên sáu mẫu vết nứt trung tâm điển hình trên của thép Q235B, thép Q355B và thép 610L và kết quả được thể hiện trong Hình 4.

Như có thể thấy từ Hình 4, có sự biến dạng lạnh của hạt tại vị trí đùn của dụng cụ mài và có thể thấy các vết xước ở gốc của các vết nứt dài hơn và thẳng hơn. Các mẫu cũng chứa các tạp chất sunfua tập trung, sự phân tách ở tâm, các hạt oxy hóa ở nhiệt độ cao, sự khử cacbon do oxy hóa và các đặc điểm bong bóng.
Phân tích nguyên nhân gây ra khuyết tật nứt uốn
2.1 Kỹ thuật xử lý không đúng cách
2.1.1 Ảnh hưởng của đường kính uốn
Khi uốn thép , lớp ngoài của vùng uốn chịu lực kéo trong khi lớp trong chịu lực nén. Khi độ dày vật liệu không đổi, bán kính uốn càng nhỏ thì ứng suất kéo và nén trên vật liệu càng lớn. Nếu ứng suất kéo ở góc ngoài vượt quá độ bền cực đại của vật liệu, sẽ xảy ra nứt hoặc gãy, chủ yếu ở giữa phôi và đôi khi ở các góc.
2.1.2 Ảnh hưởng của dụng cụ uốn
Nếu rãnh chữ V của dụng cụ uốn thô, phôi sẽ chịu lực không đều khi đi qua máy uốn, gây ra mài mòn bề mặt hoặc áp lực cục bộ, dẫn đến khuyết tật bề mặt, sau đó là nứt đùn. Các vết nứt thường xuất hiện thẳng và dài, với sự biến dạng lạnh có thể nhìn thấy của các hạt ở gốc vết nứt.
2.1.3 Ảnh hưởng của hậu cần
Trong quá trình vận chuyển và bốc xếp thép, có thể xảy ra trầy xước bề mặt, phá hủy tính liên tục của bề mặt nền. Nứt dễ xảy ra ở khu vực bị trầy xước trong quá trình uốn. Các vết nứt này thường dài hơn và thẳng, với các lỗ hổng trầy xước có thể nhìn thấy ở gốc vết nứt.
2.2 Ảnh hưởng của khuyết tật vật liệu
2.2.1 Ảnh hưởng của các nguyên tố, tạp chất và khí có hại trong thép
Trong quá trình nấu chảy, hàm lượng lưu huỳnh và phốt pho cao trong thép dẫn đến hàm lượng tạp chất sunfua cao hoặc ngay cả khi hàm lượng tổng thể không vượt quá tiêu chuẩn, các nguyên tố này vẫn kết tụ cục bộ và gây ra sự phân tách trung tâm nghiêm trọng tại các tạp chất. Điều này dẫn đến giảm độ dẻo và độ bền của thép, khiến thép dễ bị uốn cong và nứt.
Ngoài ra, các vết nứt nhỏ trên bề mặt phôi bị oxy hóa ở nhiệt độ cao trong quá trình cán, và hàm lượng oxy và nitơ cao trong thép, đặc biệt là thành phần nitơ, dễ dàng tạo thành TiN với titan . Các hạt TiN kết tủa dọc theo ranh giới hạt trong quá trình đúc liên tục có thể gây ra các vết nứt ban đầu trong phôi, có thể dẫn đến nứt trong quá trình uốn.
2.2.2 Ảnh hưởng của chất lượng bề mặt thép
Các vết nứt nhỏ và lỗ khí trên bề mặt thép dễ bị nứt tại vị trí vết nứt dưới ứng suất sau khi uốn. Nhiều vết nứt nhỏ có thể nhìn thấy bằng mắt thường tại cung uốn .
2.2.3 Ảnh hưởng của tính chất cơ học và tính dị hướng của thép
Độ dẻo của vật liệu càng tốt, biến dạng dẻo càng ổn định, độ giãn dài khi đứt càng lớn, hiệu suất uốn càng tốt. Ngay cả khi đường kính uốn nhỏ, cũng không dễ bị nứt.
Ngoài ra, tính chất dọc và ngang của thép khác nhau, cấu trúc dải dọc nghiêm trọng hơn cấu trúc ngang. Điều này có nghĩa là chỉ số dẻo dọc của thép cao hơn, do đó khi uốn theo hướng vuông góc với hướng cán, hiệu suất uốn của thép tốt hơn và ít bị nứt hơn so với uốn theo hướng ngang.
Biện pháp cải tiến
(1) Giải pháp cho vấn đề nứt do gờ, cạnh sắc và cắt oxy ở các khu vực góc: chà nhám và bo tròn gờ và cạnh sắc bằng tay hoặc sử dụng máy loại bỏ gờ để tự động loại bỏ chúng và loại bỏ khu vực gia công cứng để giảm tỷ lệ nứt.
Thay đổi quy trình uốn thành cán liên tục, sau đó cắt sau khi tạo hình để tránh quá trình gia công cứng do cắt. Khắc phục các khuyết tật nhỏ thông qua các quy trình hàn tiếp theo.
(2) Để giải quyết vấn đề bán kính uốn nhỏ, góc R nên được mở rộng trong phạm vi cho phép của thiết kế để tránh bán kính uốn quá nhỏ.
(3) Tránh trầy xước bề mặt trong quá trình vận chuyển và dỡ hàng vật liệu thép.
(4) Trong quá trình luyện thép, cải thiện độ tinh khiết của thép, giảm hàm lượng và sự kết tụ tạp chất trong thép. Quá trình thổi khí argon nên được tận dụng tối đa để đảm bảo các sunfua lớn hơn trong thép được nổi hoàn toàn và tách ra.
Cần duy trì trường dòng chảy thích hợp trong quá trình luyện thép để đảm bảo trường dòng chảy thích hợp và ổn định trong thiết bị kết tinh, có thể loại bỏ thêm các tạp chất trong thép đồng thời ngăn ngừa ô nhiễm do xỉ bám vào.
Kiểm soát hợp lý nhiệt độ đúc, tốc độ kéo và tốc độ làm nguội trong quá trình đúc liên tục. Sử dụng đúng công nghệ ép nhẹ và công nghệ khuấy điện từ có thể cải thiện chất lượng bên trong của phôi, giảm sự phân tầng ở giữa và ngăn ngừa sự hình thành các vết nứt ở đường tâm.
(5) Trong quá trình cán, tăng cường kiểm soát quá trình gia nhiệt, nhiệt độ cán và làm nguội sau cán, tránh hình thành các cấu trúc bất thường như bainit, martensite , hạt thô và tinh thể hỗn hợp, đồng thời giảm độ bền trong phạm vi cho phép của tiêu chuẩn sản phẩm đồng thời cải thiện độ dẻo và độ dai.