
Máy rãnh chữ V cho tấm kim loại: Hướng dẫn tối ưu
Bạn đã bao giờ tự hỏi làm thế nào các tấm kim loại đạt được những đường cong chính xác, hoàn hảo đó chưa? Bài viết này sẽ tiết lộ sự kỳ diệu đằng sau các máy tạo rãnh chữ V. Tìm hiểu cách chúng biến đổi quá trình gia công kim loại, nâng cao độ chính xác và tính thẩm mỹ trong các ngành công nghiệp từ thang máy đến đồ trang trí cao cấp. Hãy sẵn sàng khám phá thế giới hấp dẫn của tạo hình uốn rãnh chữ V và tác động mang tính cách mạng của nó!
Công dụng của máy cắt rãnh trong gia công tấm kim loại là gì?
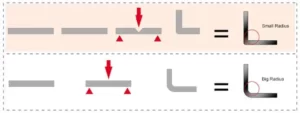
Máy tạo rãnh, còn được gọi là máy tạo rãnh chữ V hoặc máy tạo rãnh chữ V, là một công cụ được sử dụng để khắc và tạo rãnh hình chữ V vào các tấm kim loại. Điều này có thể làm giảm bán kính uốn cong và cải thiện hình thức của các phôi kim loại tấm.
Máy này đặc biệt hữu ích trong các ngành công nghiệp đòi hỏi gia công tấm có độ chính xác cao, chẳng hạn như sản xuất thang máy, vật liệu đóng gói, gia công thép không gỉ, sản xuất đồ gia dụng và trưng bày đạo cụ.

Cùng với sự phát triển của nền kinh tế, những nơi như khách sạn, nhà hàng, trung tâm mua sắm, ngân hàng, sân bay có nhu cầu ngày càng tăng về vật liệu trang trí kim loại uốn cong trong trang trí trung và cao cấp.
- Bán kính uốn cong của phôi phải nhỏ;
- Góc uốn của phôi khi uốn bằng tấm thép không gỉ titan hoặc các tấm kim loại màu khác không thể có sự thay đổi màu sắc lớn;
- Không có sự khác biệt rõ ràng về màu sắc;
- Phần cong của phôi phức tạp hơn;
- Nó có thể phản ánh phong cách độc đáo của nhà thiết kế.

Các phương pháp uốn truyền thống như uốn cưỡng bức, uốn tự do, thậm chí uốn ba điểm đều không thể đáp ứng được các yêu cầu trên.
Nói cách khác, việc uốn tấm kim loại chỉ bằng máy ép thủy lực không thể đáp ứng được yêu cầu thiết kế của nhà thiết kế và không thể đạt được cấp độ và hiệu ứng trang trí của sản phẩm trang trí trung cấp và cao cấp.
Do đó, một kỹ thuật uốn mới đã được phát triển, đó là công nghệ uốn rãnh chữ V.

Quy trình chế tạo uốn rãnh chữ V là gì?
Nói một cách đơn giản thì đó là:
Đầu tiên, áp dụng phương pháp rãnh chữ V (hoặc cắt chữ V) trên tấm kim loại. Sau đó, uốn tấm kim loại có rãnh thành nhiều góc độ và hình dạng khác nhau bằng máy ép thủy lực có khuôn chung hoặc khuôn đặc biệt.
Một sản phẩm cong như vậy có thể đáp ứng nhu cầu trang trí cao cấp đặc biệt tại khách sạn, nhà hàng, trung tâm mua sắm, ngân hàng và sân bay.
Thiết bị chính của công nghệ uốn rãnh chữ V là máy ép thủy lực và máy tạo rãnh chữ V bằng kim loại tấm (còn gọi là máy tạo rãnh chữ V).
Máy ép thủy lực là máy uốn tấm truyền thống , máy tạo rãnh chữ V tấm mỏng là loại máy gia công kim loại tấm mới, là thiết bị chính của công nghệ uốn chữ V.
Để hiểu rõ hơn về máy ép thủy lực, bạn có thể tham khảo Hướng dẫn cơ bản về máy ép thủy lực .
Vậy, máy cắt rãnh chữ V kim loại tấm là gì ?
Máy phay rãnh chữ V là gì?
Máy cắt rãnh chữ V còn được gọi là Máy cắt chữ V CNC hoặc Máy tạo rãnh chữ V. Máy này chủ yếu được sử dụng để đạt được độ sâu nhất định của việc cắt chữ V trên các tấm thép không gỉ, tấm thép thông thường, tấm nhôm , tấm đồng và tấm composite dưới 4mm trước khi uốn cong.
Phôi được sản xuất bằng kỹ thuật này có bán kính uốn nhỏ, không có sự thay đổi màu sắc rõ ràng và yêu cầu lực uốn nhỏ . Ngoài ra, nó làm giảm lỗi độ thẳng của cạnh tròn của phôi dài hẹp và có thể sử dụng máy ép thủy lực và dụng cụ thông thường để uốn phôi có hình dạng tiết diện phức tạp.
Máy tạo rãnh chữ V được sử dụng rộng rãi trong các ngành công nghiệp như trang trí bằng thép không gỉ, thang máy, cửa an ninh và tủ.
Trước khi phát triển thiết bị rãnh chữ V chuyên dụng, các xưởng thường sử dụng máy bào để tạo rãnh chữ V trên vật liệu tấm kim loại. Tuy nhiên, do máy bào không có thiết bị ép tấm kim loại hiệu quả nên độ sâu rãnh chữ V của tấm kim loại và khoảng cách định vị của rãnh chữ V không thể kiểm soát chính xác. Ngoài ra, máy bào có mức tiêu thụ năng lượng cao và hiệu suất thấp.
Hiện nay, rãnh chữ V cho tấm kim loại được thực hiện bằng một loại máy rãnh tấm kim loại mới được thiết kế và sản xuất theo nhu cầu đặc biệt của ngành trang trí trung và cao cấp và ngành sản xuất thang máy. Máy này có thể tạo rãnh chữ V cho các vật liệu như tấm thép không gỉ, tấm sắt và tấm đồng. Với việc lắp đặt các phụ kiện chuyên dụng, máy rãnh chữ V tấm kim loại cũng có thể được sử dụng để mài, đánh bóng và kéo các vật liệu và cấu hình tấm kim loại.

Nguyên lý hoạt động cơ bản của quy trình rãnh chữ V
Các nguyên tắc cơ bản của quy trình tạo rãnh tấm kim loại như sau:
Tấm kim loại được cố định và lưỡi cắt chữ V cắt cơ học vật liệu kim loại trên đường ray chuyển động để tạo thành rãnh chữ V.
Kích thước của góc uốn có liên quan đến độ sâu của rãnh chữ V.
Góc uốn càng nhỏ thì giá trị độ sâu rãnh chữ V cần tạo rãnh càng lớn.

Có một số thông số kỹ thuật có tác động lớn hơn đến quá trình tạo rãnh .
Sau đây sử dụng các thông số kỹ thuật của máy phay rãnh làm ví dụ (Hình 2).
Hình 2 Thông số kỹ thuật của máy phay rãnh chữ V
| Người mẫu | 1250×4000 |
|---|---|
| Chiều rộng rãnh tối đa (mm) | 1250 |
| Chiều dài rãnh tối đa (mm) | 4000 |
| Độ sâu rãnh tối đa (mm) | 4 |
| Độ sâu rãnh tối thiểu (mm) | 0,8 |
| Khoảng cách tối thiểu rãnh chữ V từ bên cạnh (mm) | 10 |
| Tốc độ rãnh (m/phút) | 40 |
| Độ phân giải chuyển động từ trái sang phải của bộ phận mang dụng cụ (mm) | 0,001 |
| Độ chính xác định vị (mm) | ±0,001 |
| Độ phân giải chuyển động lên xuống của bộ phận mang dụng cụ (mm) | 0,001 |
| Độ chính xác định vị (mm) | ±0,01 |
| Công suất chính (Kw) | 4.4 |
(1) Chiều rộng và chiều dài tối đa của tấm kim loại xẻ rãnh: Thông số này ảnh hưởng đến kích thước tối đa của tấm kim loại mà thiết bị xẻ rãnh chữ V có thể gia công.
(2) Độ dày tối đa của tấm kim loại xẻ rãnh: Thông số này ảnh hưởng đến độ dày tối đa của tấm kim loại mà thiết bị có thể gia công.
(3) Khoảng cách tối thiểu của rãnh chữ V từ mép: Tham số này phản ánh khoảng cách tối thiểu giữa mép của tấm rãnh và mép vật liệu tấm khi gia công tấm kim loại. Khoảng cách này chủ yếu được sử dụng để máy rãnh kẹp khoảng cách khe. Thêm vào đó, khoảng cách an toàn do nhà sản xuất thiết lập, giá trị khoảng cách tối thiểu của rãnh chữ V từ mép càng nhỏ thì giá trị khoảng cách tối thiểu của mép rãnh từ mép vật liệu tấm càng nhỏ.
(4) Tốc độ cắt: Thông số này phản ánh tốc độ chuyển động thẳng của dụng cụ khi gia công tấm kim loại. Giá trị càng lớn thì hiệu suất gia công của thiết bị càng cao.
(5) Độ phân giải chuyển động trái phải, lên xuống và độ chính xác định vị của giá đỡ dụng cụ: Mỗi thông số chủ yếu phản ánh độ chính xác gia công của thiết bị. Hiện tại, độ chính xác định vị tối thiểu mà công nghệ trong nước có thể đạt được là ±0,01mm.
Ngoài các thông số thiết bị nêu trên ảnh hưởng đến quá trình tạo rãnh, một thông số quan trọng khác là lưỡi dao.

Chất lượng và số lượng lưỡi dao ảnh hưởng trực tiếp đến hiệu quả gia công và tốc độ mòn của dụng cụ.
Thiết bị cắt rãnh truyền thống sử dụng ba lưỡi dao để cắt đồng thời, trong khi công nghệ hiện tại sử dụng bốn lưỡi dao để cắt đồng thời.
Cấu trúc của lưỡi dao được thể hiện ở Hình 3.

Khoảng cách giữa mỗi lưỡi dao là 0,1mm và độ sâu tối đa của một rãnh đơn có bốn lưỡi dao có thể đạt tới 0,6mm.
Để đảm bảo chất lượng của quá trình tạo rãnh và kéo dài tuổi thọ của lưỡi dao, độ sâu của một quá trình tạo rãnh duy nhất được hầu hết các công ty thiết lập là 0,4 đến 0,5mm.
Các lưỡi dao mới nhất được phát triển trong ngành được làm bằng hợp kim và mỗi lưỡi dao có thể được sử dụng để cắt rãnh 2500 đến 3000 mét vật liệu thép không gỉ.
Phân loại rãnh chữ V kim loại tấm
Hiện nay, chiều dài của tấm kim loại dùng để tạo rãnh chữ V là: 2500mm, 3200mm, 4000mm, 5000mm, 6000mm và chiều rộng gia công của tấm kim loại chủ yếu là: 1250mm, 1500mm, 2200mm, 2400mm.
Loại phổ biến nhất là máy phay rãnh chữ V 4000×1250 (D*R).
Nếu phân loại theo kiểu cấu trúc , máy cắt rãnh chữ V kim loại tấm có thể được chia thành 4 loại:
- Loại bàn làm việc di động
Cấu trúc dầm được cố định và giá đỡ dụng cụ có thể được định vị trên dầm ngang trước rãnh.
Tấm kim loại cần gia công được cố định trên bàn làm việc bằng thiết bị ép, rãnh hình chữ V được tạo ra bằng cách di chuyển bàn làm việc qua lại dọc theo thanh ray dài. Quá trình này tương tự như máy bào chuyên dụng.
Tuy nhiên, mức tiêu thụ năng lượng rất cao trong quá trình tạo rãnh chữ V trên tấm kim loại vì bàn làm việc, được dẫn động bằng động cơ, di chuyển qua lại dọc theo thanh ray dài.
- Dầm di chuyển dọc theo loại thanh ray dài
Bàn làm việc được cố định, và tấm đã gia công được cố định trên bàn làm việc bằng một thiết bị ép. Giá đỡ dụng cụ được định vị trên thanh ngang bằng cách di chuyển sang trái và phải. Rãnh chữ V được thực hiện bằng cách thanh di chuyển qua lại dọc theo thanh ray dài trên bàn làm việc. Trong quá trình rãnh chữ V, bàn làm việc được cố định, nhưng mức tiêu thụ năng lượng rất cao do chuyển động qua lại của thanh dọc theo thanh ray dài.
- Dầm di chuyển dọc theo loại thanh ray ngắn
Bàn làm việc được cố định và tấm vật liệu đang được gia công được cố định trên bàn làm việc bằng thiết bị ép.
Dầm di chuyển qua lại dọc theo thanh ray ngắn của bàn làm việc để định vị rãnh trước.
Giá đỡ dụng cụ thực hiện cắt chữ V bằng cách di chuyển sang trái và phải dọc theo dầm.
Tiêu thụ năng lượng thấp do bàn làm việc và dầm cố định trong quá trình tạo rãnh chữ V, và công suất cần thiết để truyền động chuyển động qua lại của giá đỡ dụng cụ dọc theo thanh ray dài ít hơn nhiều so với công suất cần thiết để truyền động bàn làm việc và dầm.
- Kiểu dầm cố định và bàn làm việc
Dầm cố định và bàn làm việc, và tấm đã xử lý được định vị để tạo rãnh trước bằng thiết bị cấp liệu di chuyển qua lại.
Giá đỡ dụng cụ thực hiện cắt chữ V theo chuyển động qua lại trái và phải trên dầm.
Trong quá trình cắt chữ V, nó chỉ truyền động cho giá đỡ dụng cụ thực hiện chuyển động qua lại dọc theo thanh ray dài và một thiết bị cấp liệu nhẹ được sử dụng để định vị rãnh trước mà không cần phải truyền động cho dầm nặng nhiều tấn.
Do đó, nó có mức tiêu thụ năng lượng thấp nhất và hiệu quả tiết kiệm năng lượng rõ ràng nhất.